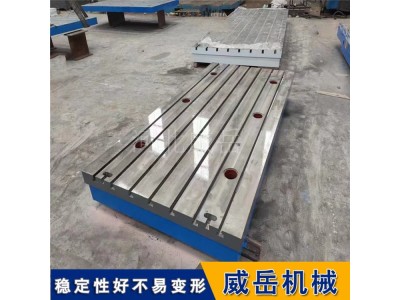

T型槽平臺規格選擇“不踩坑指南”:像配鑰匙一樣匹配設備
選T型槽平臺就像配鑰匙—齒距不對插不進鎖孔,齒深不夠擰不動,規格差一點,設備安裝就“卡殼”:輕則定點偏差超0.1mm,重則平臺變形報廢,返工成本超原采購價3倍。很多人因憑經驗選規格,踩中“承載不足”“精度”“槽型不適配”的坑。本文教你像對鑰匙齒一樣匹配設備需求,從源頭避開選型問題。
一、先定“鑰匙齒距”:按設備固定孔選槽距,避免“插不進”
選槽距就像對鑰匙齒距,須與設備底座固定孔間距嚴絲合縫:
標準槽距優先:常見150mm、200mm、300mm槽距,覆蓋80%以上常規設備(如電機、減速器底座孔距多為200mm整數倍),選對可直接用T型螺栓固定,無需焊接轉接板;
特殊孔距定制:設備孔距非標的(如180mm、250mm),別湊合用標準槽距,定制對應非標準槽距(誤差±0.05mm),避免螺栓“懸空固定”導致設備偏移(偏移量超0.03mm);
避坑點:別盲目選加密槽(如100mm),雖適配小設備,但增加加工成本,且重載時槽體過密易開裂,輕型設備(≤5t)選150mm槽距足矣。
二、再對“鑰匙齒寬”:按固定螺栓選槽寬,避免“擰不動”
槽寬與螺栓的匹配,如同鑰匙齒寬與鎖芯的適配,差1mm都不行:
黃金公式:槽寬=螺栓直徑+4-6mm(如M16螺栓選22mm槽、M24螺栓選30mm槽),槽寬過小螺栓卡滯,過大則螺栓晃動(晃動量超0.02mm影響定點);
實測驗證:選型時索要槽寬檢測報告,誤差需≤±0.5mm,槽口15°倒角要完整(避免劃傷螺栓頭部),機械廠曾因槽寬比螺栓直徑僅大2mm,導致螺栓裝不進,耽誤3天工期;
避坑點:別混用不同規格螺栓,比如24mm槽強行裝M20螺栓,雖能固定,但螺栓與槽壁間隙達4mm,設備運行時易振動位移(幅值超0.01g)。
三、匹配“鑰匙強度”:按設備重量選承載與材質,避免“擰斷”
承載能力就像鑰匙強度,承重力不夠會“擰斷”平臺:
負載計算:按“設備重量+工裝+測試負載”×1.2安全系數選型(沖擊負載×1.5),如10t設備選12t以上承載平臺;
材質對應:輕載(≤5t)選HT250灰鑄鐵,中載(5-20t)選HT300,重載(>20t)必選QT600球墨鑄鐵(抗拉強度≥600MPa),重工用HT300平臺裝30t設備,3個月后平臺下凹0.03mm,返工換QT600才解決;
避坑點:別只看標稱承載,忽略筋板結構—重載平臺需十字筋板(間距200-250mm),筋板厚度≥12mm,否則承載時易變形。
四、校準“鑰匙精度”:按安裝需求選精度等級,避免“開不了鎖”
精度等級就像鑰匙齒形精度,精度不夠設備“開不了工”:
等級對應場景:1級(平面度≤0.05mm/m)用于普通工裝定點,0級(≤0.02mm/m)用于測試(如電機扭矩檢測),00級(≤0.01mm/m)用于科研實驗;
避坑點:別盲目追高00級,精度越高價貴50%,普通設備用1級足夠;也別用1級平臺裝設備,如用1級平臺測電機同軸度,誤差超0.05mm,遠高于0級的0.02mm。
威岳機械謝女士15350773479